")
")
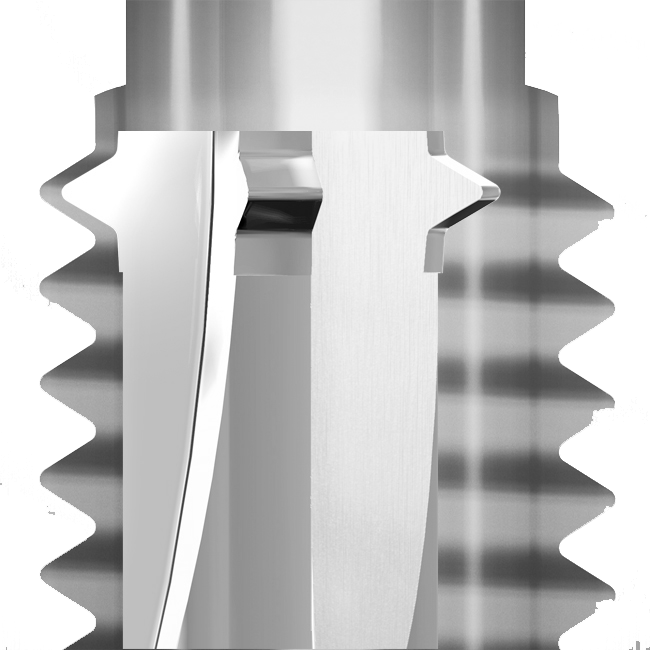
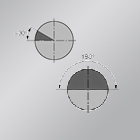
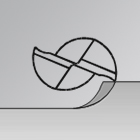
POINTING
What influence does
pointing have?

A pointing at the tip of the drill improves the centering of the drill and changes the service life of the cross cutter. The pointing reduces the cross cutter and thus the pressure and friction on the material. As a result of the changed cutting pressure and
chip removal, lower feed forces are required during drilling.